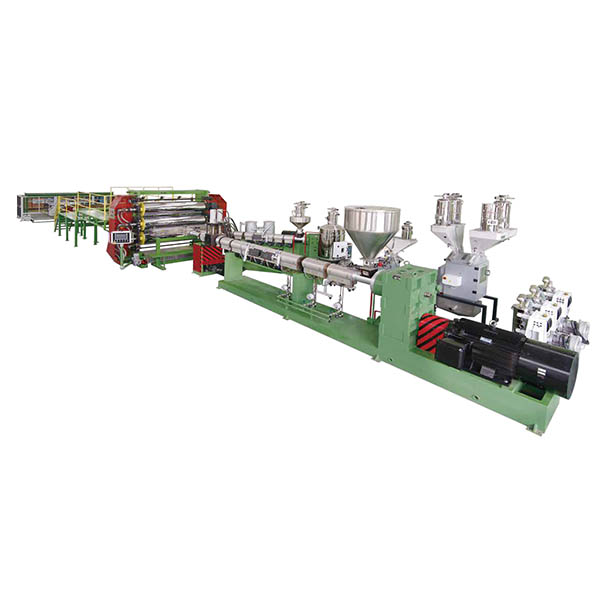
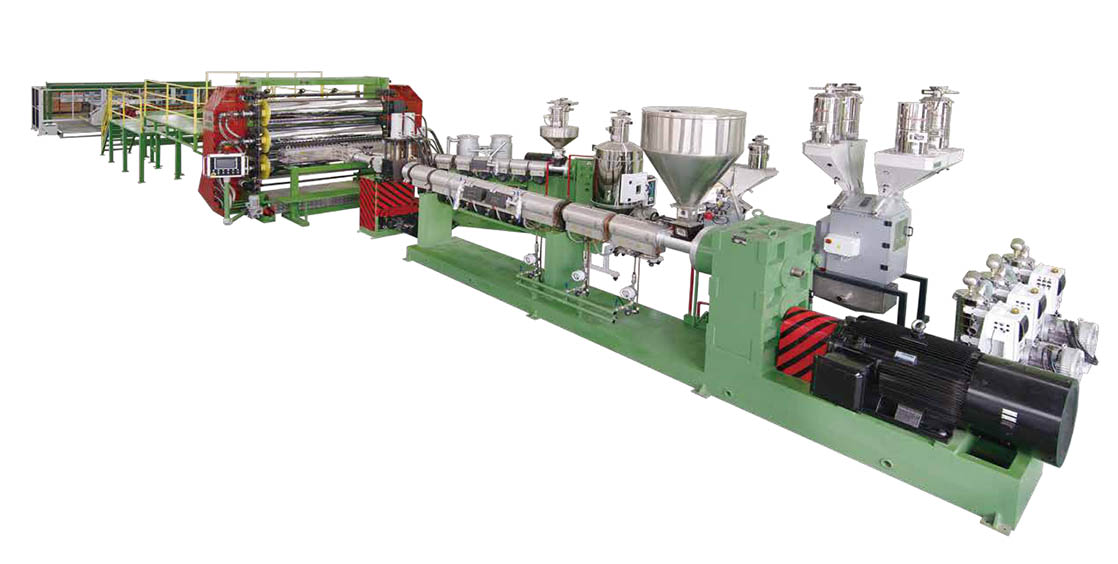
HDPE termovormimisplaadi ekstrusiooniliin
Jwell pakub täiustatud ekstrusioonisüsteemi, see sobib madala MFI-ga ja kõrge tugevusega HMW-HDPE materjali tootmiseks plaadiks, plaate kasutatakse peamiselt autovankriplaadi, koguja kasti vooderdise, veoauto katte, vihmakaitse tootmiseks. kate jne. Plaadi paksus võib väheneda rohkem kui 30%, kui sellel on sama löögitugevus, mis vähendab tootjate tootmiskulusid. Plaadi paksus 2-12mm, laius 2000-3000mm.
Peamine tehniline kirjeldus
|
Mudel |
Toote laius (mm) |
Toote paksus (mm) |
Võimsus (kg/h) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Märkus. Tehnilisi andmeid võidakse ette teatamata muuta.
Tootepildi kuvamine




Jõuülekandesüsteem
Ajamisüsteemi ülesanne on keerata kruvi ja anda kruvile ekstrusiooniprotsessis vajalik pöördemoment ja kiirus. Tavaliselt koosneb see mootorist, reduktorist ja laagrist.
Kütte- ja jahutusseade
Kuumutamine ja jahutamine on plasti ekstrusiooniprotsessi läbiviimiseks vajalikud tingimused.
1. Ekstruuder kasutab tavaliselt elektrikütet, mis jaguneb takistuskuumutuseks ja induktsioonkuumutuseks. Soojendusplekk paigaldatakse kehasse, kaela ja pähe. Kütteseade soojendab silindris olevat plasti väljastpoolt, et tõsta temperatuuri, et saavutada protsessi toimimiseks vajalik temperatuur.
2. Ekstruuderi jahutusseade on seatud tagama, et plast on protsessis nõutavas temperatuurivahemikus. Täpsemalt on see välistada kruvi pöörlemisest põhjustatud nihkehõõrdumisest tekkiv liigne soojus, et vältida liiga kõrget temperatuuri, mis muudab plasti lagunemise, kõrbemise või kuju raskemaks. Tünnjahutus jaguneb kahte tüüpi: vesijahutus ja õhkjahutus. Üldjuhul sobivad õhkjahutuseks rohkem väikesed ja keskmise suurusega ekstruuderid ning suuremahulised on enamasti vesijahutusega või kombineeritud kahe jahutusviisiga.





